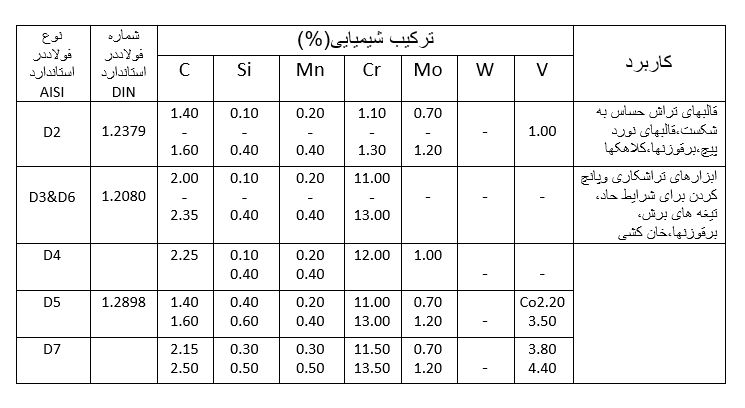
فولاد ابزارسرد کار(گروه D)
فولادهای ابزارسرد کار پرکربن،پرکرم،به دودسته فولادهای هواسخت وفولادهایی که درروغن سخت می شوندD3,D4 تقسیم می شوند.
ساختارپس ازریختگی این فولادها شباهت زیادی با ساختارفولادهای تندبر دارد.ساختاراین فولادها شامل کاربیدهای یوتکتیک درمرزدانه های آستنیت بوده ومیزان کربن وکرم درمرکزدانه ها،کمترازمرزدانه ها می باشد.
دردمای سختکاری،مقداری ازکاربیدها حل شده وعمق سختی پذیری بستگی به میزان حل شدن کاربیدها دارد.مولبیدن عمق سختی پذیری را افزایش و وانادیم دانه های فولاد را ریزمی کند واگر وانادیم بیشتراز0.8% باشد عمق سختی پذیری فولاد کاهش می یابد.
عملیات حرارتی
آنیل کردن
دمای مناسب جهت آنیل کردن این فولادها حدود900c بوده ومیزان گرم کردن این فولادها تا 650c نباید بیشتراز60-70c /h باشد. برای حفظ کیفیت سطح این قطعات،استفاده ازجوَکوره خنثی توصیه می شود.
تنش گیری پیش ازسختکاری
دمای تنش گیری پیش ازسختکاری دراین فولادها حدود 650c می باشد.
سختکاری
دمای سختکاری این فولادها حدود 980c-1050c بوده وسرعت گرم کردن برای سختکاری بایستی آهسته وبصورت یکنواخت باشد.فولادهای D3,D4 درروغن خنک می شوند.چون خنک کردن درهوا موجب می شود که مقداری آستنیت به پرلیت تبدیل شود،درفولادهای D1,D2,D5 افزودن Mo %0.8 سبب جلوگیری ازتشکیل پرلیت،حین خنک کردن درهوا می شود.